|
��
��
��
��
��
��
�� |
1. �L��L��
a��L��3000�r��L=��1.0
b��L��3000�r��L=��0.5
2. �����ǃɶ���ֱ��ƫ���L=��15�䡣
3. �и����摪�Ƀ���ƽ���o�кۣ��oë�̡�
4. ����ֲڶ�25��
5. �Ͳ����^����������������
|
1. ��L��3000�r������λ�K����L+0.5λ�ã���L��3000�r������λ�K����L+0.5λ�ã��Ա��C�ӹ��ߴ������S�`���֮�ȡ�
2. �{���Ƭ�Ƕȣ������܉���Ч���Ƅӣ�ʹ�䱣�C����Ч�ĽǶȹ�����
3. �{���Ƭ�D�ٺ��Ƭֱ���_���и������Ͳ�����Ҫ���D�١�
4. �����rҪʹ������м�b��̎�ڹ�����B(t��i)���_��ʹ�ô��L��ˢ����߸Ƀ���
5. �b���Ͳģ����b�÷�ֹ��Aб�ͷ��D��
|
1. Ҫ�{��䏴����L�ȣ������^�L���Ͳģ����Æ��^䏣���HM�Ƭ�����и�L�Ȳ�����ͲĿ��������^�̵ijߴ�Ҫ����Ͳģ������и��Ͳĕr�����ȏ��L�ijߴ��_ʼ��
2. ����ǰ�z��Ƕ��o���b���Ƿ����������и�ǶȲ��ʴ_���t���z���Ƭ�b�û��̶��Ƿ����_��
3. ���Ƭĥ�p�^��rҪ�{������Q�Ƭ��
4. ���ֹ����_��܉�����坍�o�s�
5. ͬһҎ(gu��)��ߴ���Ͳ����Ҫ�z�飬�ϸ���^�m(x��)���ϡ� |
1. ��䓾��ߜy�����L���`�
2. �ýǶȳ�ֱ�ߜy�����洹ֱ�ȡ�
3. Ŀ�y�и���档
4. Ŀ�y���^��
|
|
�M
�b
��
�� |
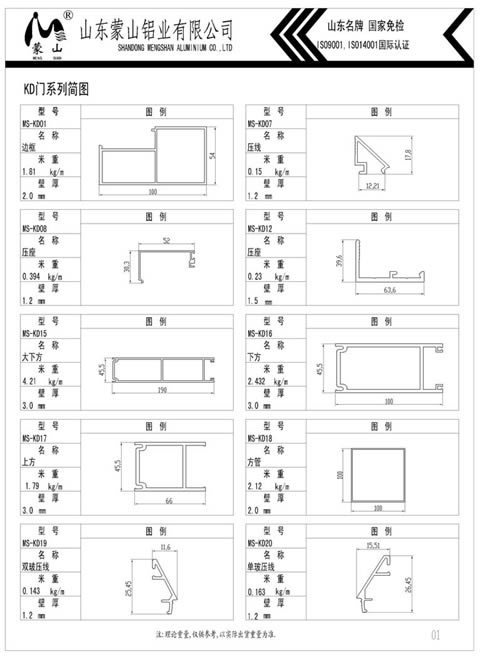
1.�T���߶ȡ����Ș���Ȃȳߴ磺
L��2000����1.5mm��2000��L��3500����2.0mm����3500����2.5mm
2.�T�����ȡ��߶Ș���Ȃȳߴ猦߅�ߴ�֮�
L��2000����2.0mm��2000��L��3500����3.0mm����3500����4.0mm
3.�T�����c��������ȣ���1.0mm
4.�����U���ӿp�ߵͲ��ͬ�Ͳġ�0.3mm����ͬ�Ͳġ�0.5mm��
5.���ȗU���b���g϶����0.3mm |
1���x���������_�Ĵ����Ͳģ��ژ˜ʵ�ģ���ϽM�b��
2���S�r�z�ߴ硣
3������ƽ�_Ҫƽ����
4������B��Ҫ�ι̡�
5�������ڲ����_ǰ�� |
1������l(f��)�F�M�b�ߴ����`��t��Ҫ����Ƥ�N�Ó��{����
2�������Ǿ����`��r�����Ľ�������_�{���������o��ᔡ�
3���r����߹���ƽ�_����s��������坍��
5���M����ʹ�Ú���ݵ���ʹ������Dһ�¡� |
1����䓾��ߜy���ߴ硣
2����ֱ�ߜy����ƽ������
3����������ȳߜy���g϶
4����M�L�O(ji��n)�ܡ� |